天津泰瑞思自动控制机械有限公司
华北地区液压泵、液压马达、伺服阀专业维修服务商

![]() 咨询热线
咨询热线
181-0314-2761
天津泰瑞思自动控制机械有限公司
华北地区液压泵、液压马达、伺服阀专业维修服务商
![]() 咨询热线
咨询热线
181-0314-2761

电话:181-0314-2761
邮箱:2294074003@qq.com
网址: www.tjtrs.com.cn
地 址:天津市武清区翡翠蓝湾尚都广场3-5号
液压泵维修公司分享齿轮泵的使用与修理
(一).液压齿轮泵使用
①.齿轮泵的吸油高度一般不得大于500mm;
②.齿轮泵应通过挠性联轴器与电机相连,以免单边受力,容易造成齿轮泵泵轴弯曲.单边磨损和泵轴油耗失效
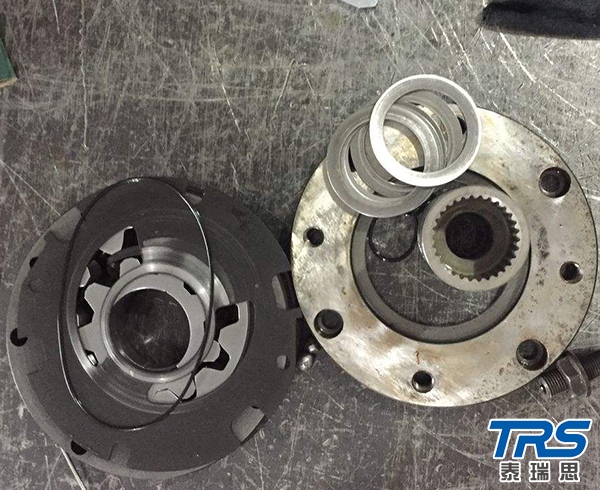
(二).齿轮泵修理
齿轮泵使用较长时间后,齿轮各相对滑动面会产生磨损和刮伤.端面的磨损导致轴向间隙增大,齿轮圆的磨损导致径向间隙增大,齿形的磨损噪声增大 1.齿轮

①齿形修理:用细纱纸或油石去除拉伤或已磨成多棱形部位的毛刺,再将齿轮啮合面调换方位适当对研,清洗后可继续使用.但对于用肉眼能观察到的严重磨损件,应与更换;
②.端面修理:轻微磨损者,可将两齿轮同时放在0#砂纸上擦磨抛光.磨损拉伤严重时可将两齿轮同时放在平磨床上磨去少许,再用进相砂纸抛光.此时泵体也应磨去同样的尺寸.两齿轮厚度差在0.005mm以内,齿轮端面与孔的垂直度都应控制在0.005mm以内;
③.齿顶圆:齿轮泵的齿轮在径向不平衡力F作用下,一般会出现磨损.齿顶圆磨损后,对低压齿轮泵的容积效率影响不大,但对高中压齿轮泵,则应考虑电镀外圆或更换齿轮. 2.泵体
泵体的修复主要是内腔与齿轮齿顶圆相接面,且多发生吸油侧.如泵体属于对称型,可将泵体翻转180度安装再用. 3.前后盖
前后盖主要是装配后,与齿轮滑动的接触端面的磨损与拉伤,如磨损和拉伤不严重,可以研磨端面修复.磨损拉伤严重,可在平面磨床上磨去端面上之沟痕.但此时,困油卸荷槽的深度变浅,对消除闭死容积的困油不力; 4.泵轴
齿轮泵泵轴的失效形式主要是与滚针轴承相接触处容易磨损,少量的产生弯折.如果轻微磨损,可以抛光修复.如果磨损严重,则需重新加工,长短轴上的键槽对中心线有平行度和对称度要求,装在轴上的平键与齿键槽的配合间歇均不能过大,轴不得在齿轮内产生径向摆动,轴颈与安装齿轮部分轴的配合表面的同心度为0.01mm,两轴颈的同心度为0.02-0.03mm.